Categories
Conveyor System

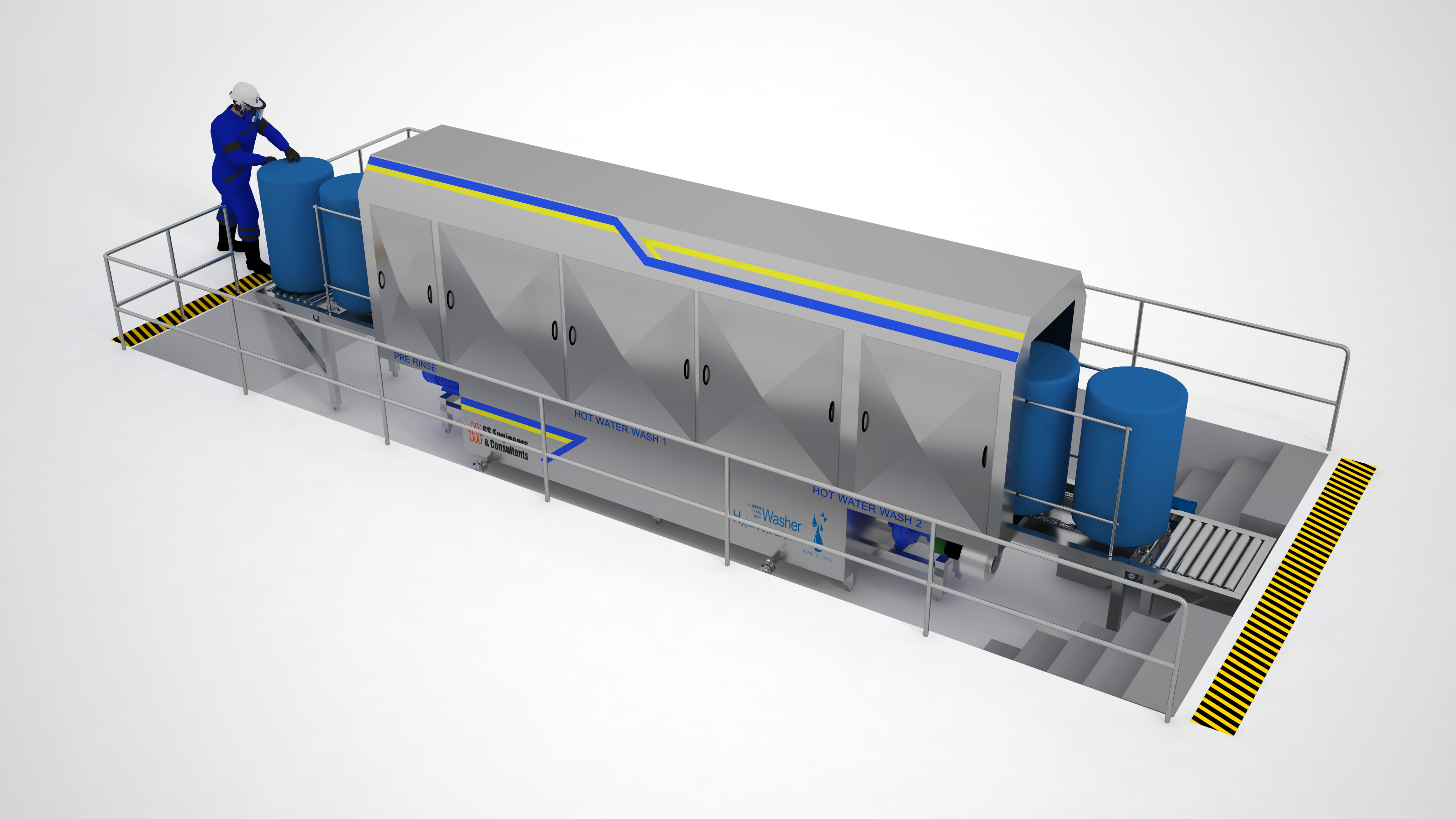
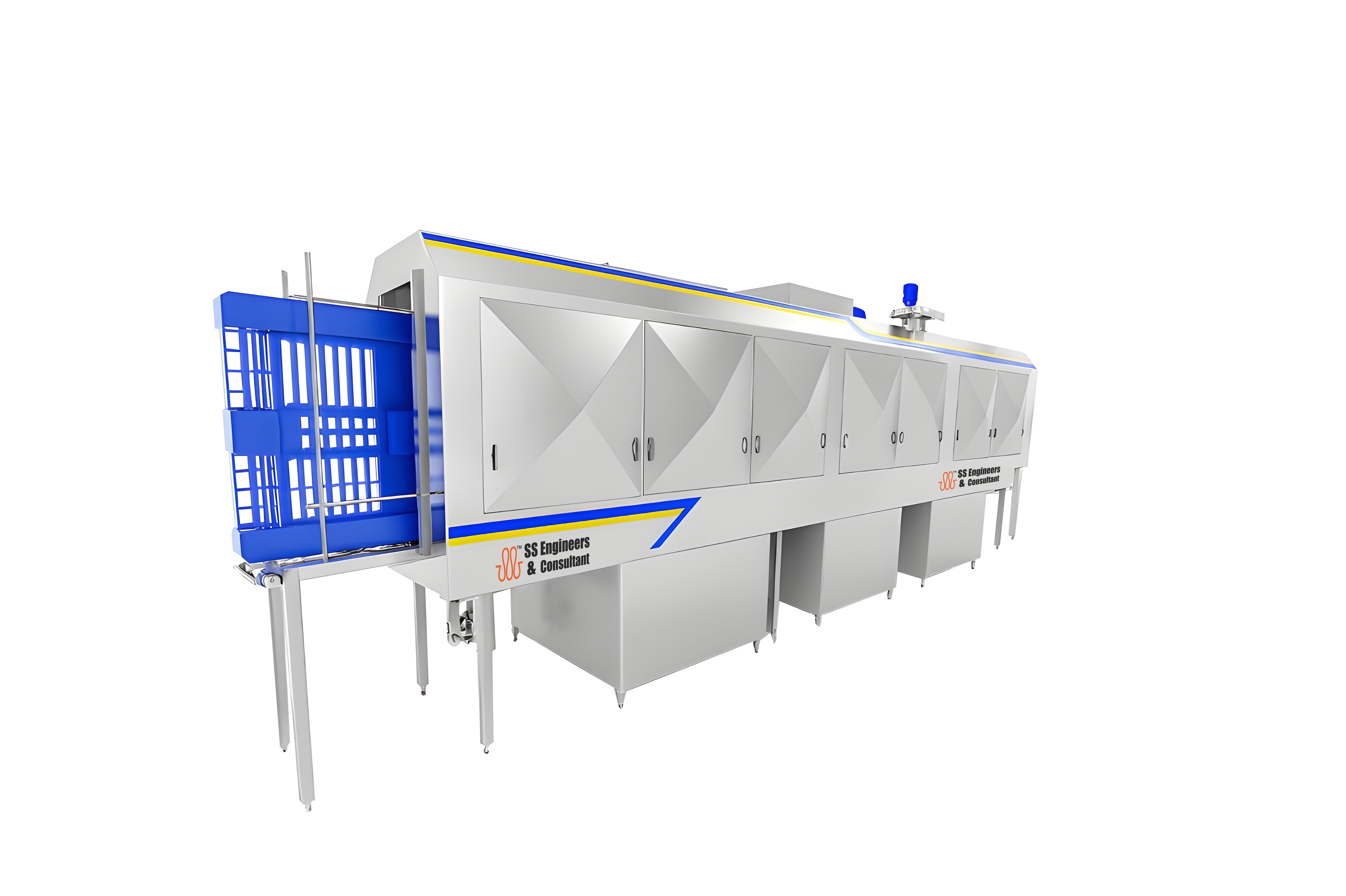
The SS Engineers RTS Food & Beverage Conveyor System is engineered for hygienic,
high-throughput transfer of
dairy, beverage, bakery, fruit, vegetable, and ready-to-eat food products. Built with
SS304/316 stainless steel,
sanitary welds, and food-grade belts, the system ensures smooth, contamination-free movement of raw
materials, crates, trays, and packaged goods.
Configurations include straight, incline, Z-elevator, curve, roller, and chain conveyors
designed to connect washing, processing, and packaging lines
with safe and efficient flow control.
Key features include food-grade conveyor belts, modular frames, hygienic sloped surfaces, and
tool-less access for sanitation.
PLC/SCADA automation enables recipe-driven speed control, cycle monitoring, and integration with
upstream and downstream equipment.
Optional inline inspection stations, reject spurs, and diverters ensure safe handling of sensitive
products such as milk pouches, juice bottles, bakery trays, produce bins, and frozen
packs.
Optimized drive systems, VFDs, and smart sensors reduce manual handling while improving efficiency and
consistency.
Optional add-ons include automated crate and pallet handling modules, heat and
energy recovery systems, and customized layouts
for seamless integration with filling, packing, and cold storage operations. Fully compliant with
HACCP, FSMS, and export hygiene standards,
the SS Engineers RTS Food & Beverage Conveyor System provides processors with a reliable backbone for
safe product transfer, labor reduction,
and streamlined food supply chain operations.
Key Features – SS Engineers RTS Food & Beverage Conveyor System:
- SS304/316 food-grade stainless steel construction with sanitary welds and hygienic sloped surfaces
- Customizable layouts: straight, incline, curve, Z-elevator, roller, and chain conveyors for food applications
- Food-grade modular belts designed for dairy, beverage, bakery, produce, frozen, and ready-to-eat products
- High-efficiency drive systems with adjustable speeds for varied food processing and packaging loads
- Recipe-based automation adaptable for milk pouches, juice bottles, bakery trays, and produce bins
- Optional inline inspection stations, reject spurs, and auto-diverters for safe product handling
- Tool-less access and hygienic design ensuring quick sanitation and reduced downtime
- Energy-efficient operation with optimized motors, water/heat recovery, and reduced OPEX
- PLC/SCADA automation with recipe management, performance monitoring, and system integration
- Optional automated crate/pallet handling modules for seamless connection to washers, fillers, and packing lines
See it in Action
Youtube Video Auto Playing without sound

Need Custom Solutions?
Our team can develop specialized cleaning solutions tailored to your bakery hygiene requirements.
Contact Our Experts