Categories
Pallet Washer
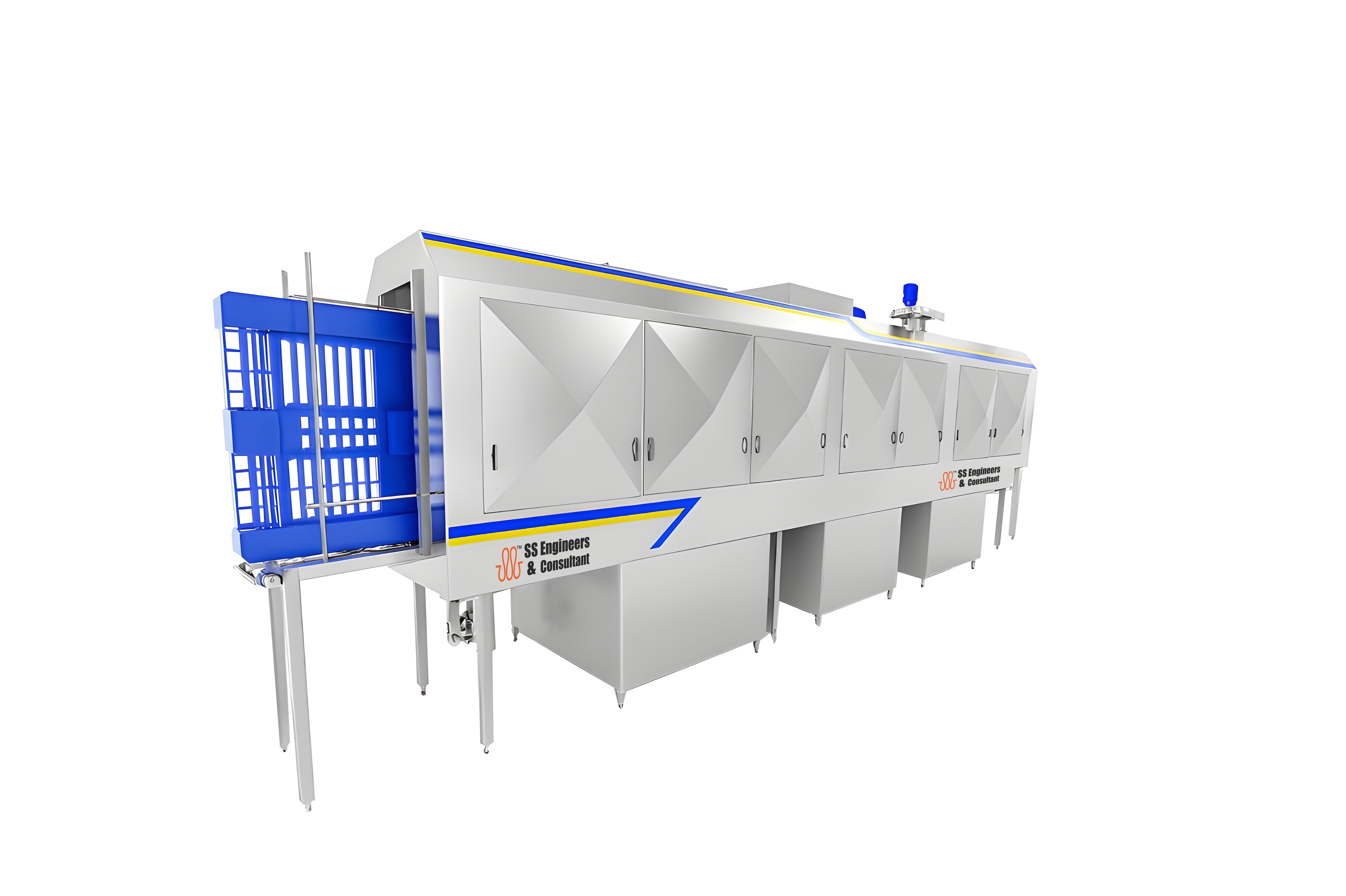
The SS Engineers RTS Food & Beverage Pallet Washer is engineered for hygienic,
high-throughput cleaning of
dairy, beverage, meat, bakery, and cold chain pallets. Built with SS304/316 stainless
steel,
sanitary welds, and food-grade seals, the system removes proteins, blood residues, starches,
oils, sugars,
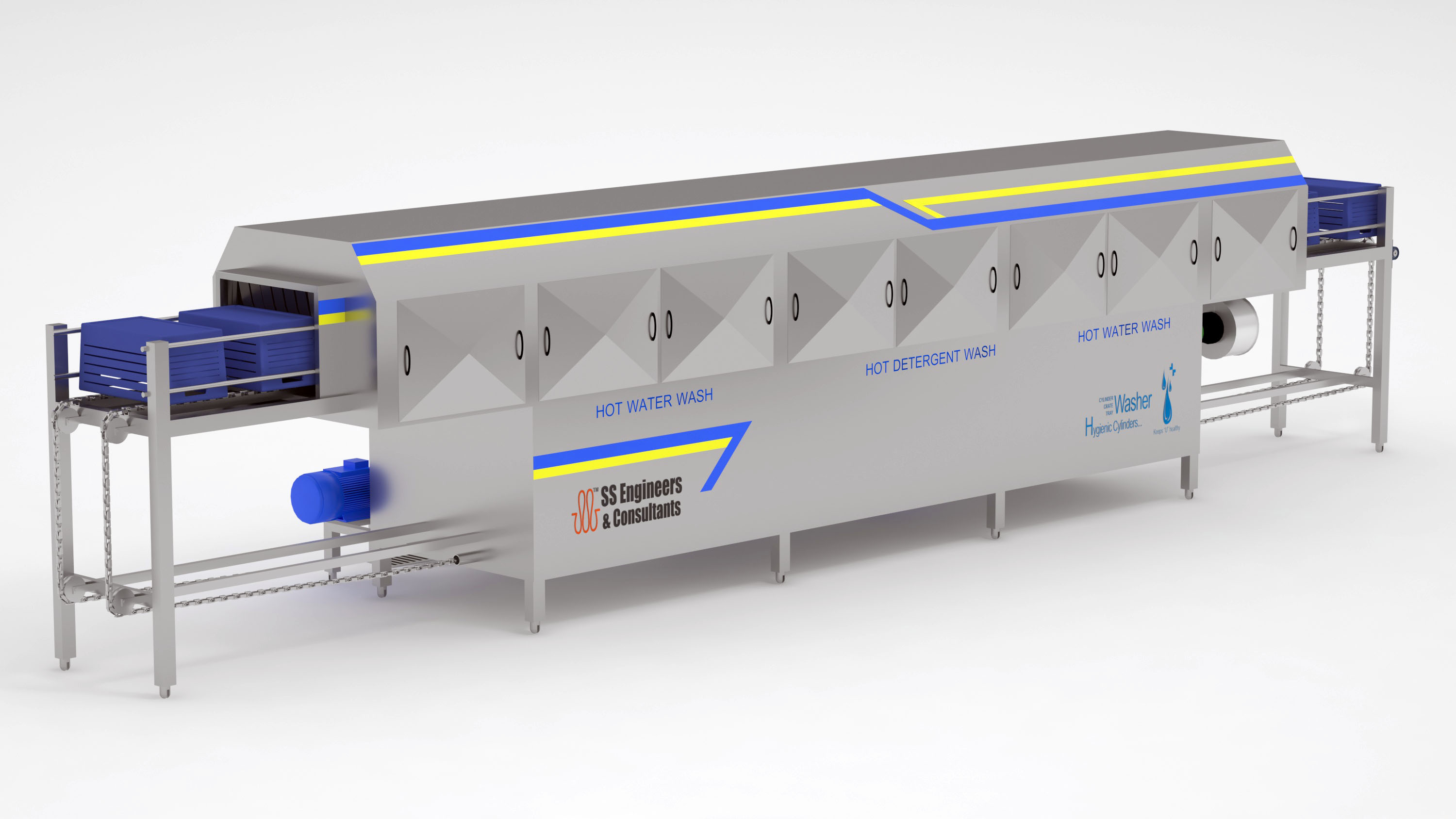
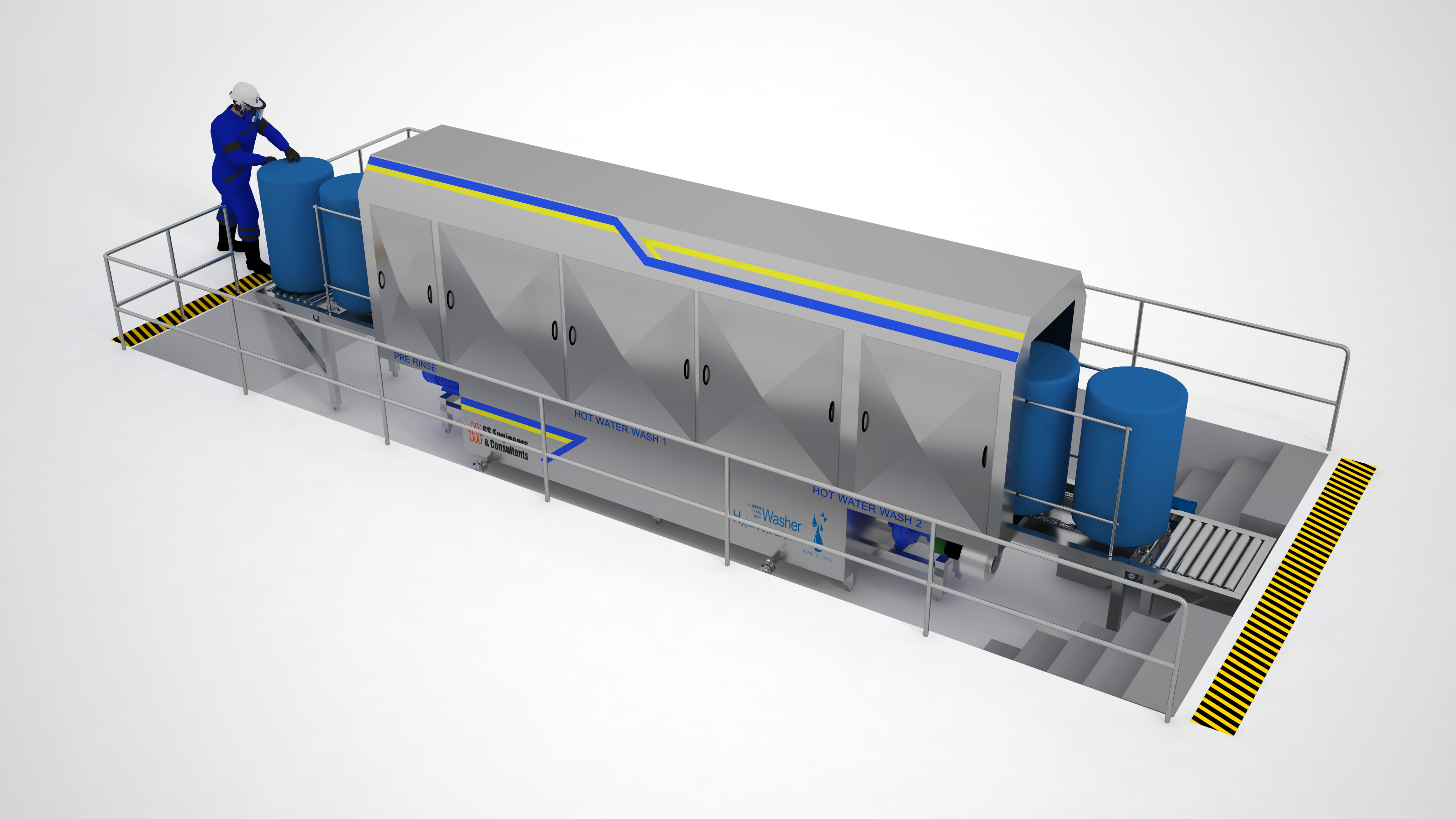
and organic matter that accumulate during transport and processing. Its multi-zone design
with pre-rinse, detergent wash,
fresh-water rinse, and optional hot sanitization (82–85 °C) ensures safe, consistent, and
resource-efficient cleaning.
Key features include CIP-ready tanks with inline filtration, automated
detergent/sanitizer dosing,
temperature control, and PLC/SCADA automation with recipe management for different pallet types and load
conditions.
Hygienic sloped surfaces guarantee complete drainage, while easy-access doors simplify sanitation and
maintenance.
Integrated recirculation and heat recovery systems minimize water, energy, and chemical usage, reducing
OPEX while maintaining
export-grade hygiene performance.
Optional add-ons include air-knife or hot-air drying modules for rapid turnaround,
heat recovery systems
for energy savings, and automated pallet handling conveyors for seamless integration
with filling, packing, and cold storage lines.
Fully compliant with HACCP, FSMS, and export hygiene standards, the SS Engineers RTS
Food & Beverage Pallet Washer
enables processors to ensure safe pallet reuse, prevent cross-contamination, and support modern food
safety practices across the supply chain.
Key Features – SS Engineers RTS Food & Beverage Pallet Washer:
- SS304/316 food-grade stainless steel with sanitary welds and hygienic sloped drainage
- Multi-zone wash cycle: pre-rinse → detergent wash → fresh-water rinse → optional hot sanitization
- Removes proteins, blood residues, starches, oils, sugars, and organic matter from pallets
- High-impact spray manifolds with adjustable conveyor speed for varied pallet load conditions
- Recipe-based programs adaptable for dairy, beverage, bakery, meat, and cold chain pallets
- CIP-ready tanks with inline filtration, wedge-screen solids removal, and automated chemical dosing
- Hot rinse/sanitization at 82–85 °C ensuring HACCP, FSMS, and food export hygiene compliance
- Integrated water and heat recovery systems for energy efficiency and reduced OPEX
- PLC/SCADA automation with recipe management, cycle logging, and performance monitoring
- Optional air-knife/hot-air drying and automated pallet handling conveyors for seamless integration
See it in Action
Youtube Video Auto Playing without sound

Need Custom Solutions?
Our team can develop specialized cleaning solutions tailored to your bakery hygiene requirements.
Contact Our Experts